
All machine tools from a simple knee type milling machine up to a five axis profiler can be included in this category. They vary in size, features, suitability for certain work, etc., but they do all have one common denominator - their primary axes are the X and Y axes - and for this reason, they are called the XY machines.
In the category of the XY machines are also wire EDM machine tools, laser and water jet cutting machines, flame cutters, burners, routers, etc. Although they do not qualify as milling type machine tools, we mention them because the majority of programming techniques applicable to the mills is identical to these machines types as well. The best example is a contouring operation, a process common to many CNC machines.
For the purpose of this Tutorial, a milling machine can be defined:
cutting motion, using an end mill as the primary cutting tool,
along at least two axes at the same time
This definition eliminates all CNC drill presses, since their design covers positioning but not profiling. The definition also eliminates wire EDM machines and a variety of burners, since they are capable of a profiling action but not with an end mill. Users of these machine tools will still benefit from may subjects covered here. The general principles are adaptable to the majority of CNC machine tools. For example, a wire EDM uses a very small cutter diameter, in the form of a wire. A laser cutting machine uses the laser beam as its cutter, also having a known diameter but the term ketf is used instead. The focus will be concentrated on metal cutting machine tools, using various styles of end mills as the primary tool for contouring. Since an end mill can be used in many ways, first look will be at the various types of available milling machines.
♦ Types of Milling Machines
Milling machines can divided into three categories:
- By the number of axes - two, three or more
- By the orientation of axes - vertical or horizontal
- By the presence or absence of a tool changer
Milling machines where the spindle motion is up and down, arc categorized as vertical machines. Milling machines where the spindle motion is in and out, are categorized as horizontal machines

Schematic representation of a CNC vertical machining center
Schematic representation of a CNC horizontal machining center
These simplified definitions do not really reflect reality of the current state of art in machine tool manufacturing, The machine tool industry is constantly changing. New and more powerful machines are designed and produced by many manufacturers worldwide, with more features.
The majority of modern machines designed for milling are capable of doing a multitude of machining tasks, not only the traditional milling. These machines are also capable of many other metal removing operations, mainly drilling, reaming, boring, tapping, profiling, thread cutting and many others. They may be equipped with a multi-tool magazine (also known as a carousel), a fully automatic tool changer (abbreviated as ATC) and a pallet changer (abbreviated as APC), a powerful computerized control unit (abbreviated as CNC), and so on. Some machine models may have additional features, such as adaptive control, robot interface, automatic loading and unloading, probing system, high speed machining features and other marvels of modem technology. The question is-can machine tools of these capabilities be classified as simple CNC milling machines? In two words - certainly not. Milling machines that have at least some of the advanced features built-in, have become a new breed of machine tools - CNC Machining Centers. This term is strictly CNC related - a manual machining center is a description that does not exist.
- Machine Axes
Milling machines and machining centers have at least three axes - X, Y and Z. The machines become more flexible if they have the fourth axis, usually an indexing or a rotary axis (the A axis for vertical models or the B axis for horizontal models). Even higher level of flexibility can be found on machines with five or more axes. A simple machine with five axes may be a boring mill that has three major axes, plus a rotary axis (usually the B axis) and an axis parallel to the Z axis (usually the W axis). However, we complex and flexible five-axis profiling milling machine is the type used in aircraft industry, where a multi-axis, simultaneous cutting motion is necessary to machine complex shapes and reach cavities and various angles.
At times, the expression two and a half axis machine or a three and a half axis machine is used. These terms refer to the type of machines, where simultaneous cutting motion of all axes has certa& limitations. For example, a four-axis vertical machine has X, Y and Z axis as primary axes, plus an indexing table, designated as an A axis. The indexing table is used for positioning, but it cannot rotate simultaneously with the motion of primary axes That type of a machine is often called a 'three and a half axis' machine. By contrast, a more complex but similar machine that is equipped with a fully rotating table, is designed as a four axis machine. The rotary table can move simultaneously with the cutting motion of the primary axes. This is a good example of a true 'four axis' machine tool.
Each machining center is described by its specifications as provided by the machine tool manufacturer, The manufacturer lists many specifications as a quick method of comparison between one machine and another. It is not unusual to find a slightly biased information in the descriptive brochure - after all, it is a sales tool.
In the area of milling systems, three most common machine tools are available:
- CNC Vertical Machining Center - VMC
- CNC Horizontal Machining Center - HMC
- CNC Horizontal Boring Mil
Programming methods do not vary too much for either type, except for special accessories and options. Some of the major differences will be the orientation of machine axes, additional axis for indexing or full rotary motion, and the type of work suitable for individual models. Descripdon of the most common type of a machining center - the Vertical Machining Center (VMC) - presents a fairly accurate sample of describing other machines of the group.
- Vertical Machining Centers
Vertical machining centers are mainly used for flat type of work, such as plates, where the majority of machining is done on only one face of the pan in a single setup.
A vertical CNC machining center can also be used with an optional fourth axis, usually a rotary head mounted on the main table. The rotary head can be mounted either vertically or horizontally, depending on the desired results and the model type. This fourth axis can be used either for indexing or a full rotary motion. In the combination with a tailstock (usually supplied), the fourth axis in the vertical configuration can be used for machining long parts that need support at both ends.
The majority of vertical machining centers most operators work with are those with an empty table and three-axes configuration.
From the programming perspective, there am at least two items worth mentioning:
1. ONE - programming always takes place from the viewpoint of the spindle, not the operator's. That means the view is as if looking straight down, at ninety degrees towards the machine table for development of the tool motion. Programmers always view the top of part!
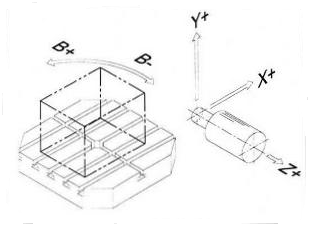
2. TWO- various markers located somewhere on the machine show the positive and the negative motion of the machine axes. For programming, these markers should be ignored! These indicate operating directions, not programming directions. As a matter of fact, typically the programming directions are exactly the opposite of the markers on the machine tool.
• Horizontal Machining Centers
Horizontal CNC Machining Centers are also categorized as multi-tool and versatile machines, and arc used for cubical parts, where the majority of machining has to he done on more than one face in a single setup.
There are many applications in this area. Common exam pies are large pans, such as pump housings, gear cases, manilblds, engine blocks and so on. Horizontal machining centers always include a special indexing table and are typically equipped with a pallet changer and other features.
Because of their flexibility and complexity, CNC horizontal machining centers are priced significantly higher than vertical CNC machining centers.
From the programming point of view, there are several unique differences, mainly relating to the Automatic Tool Changer, the indexing table, and - in some cases - to the additional accessories, for example, the pallet changer. All differences are relatively minor. Writing a program for the horizontal machining centers is no different than writing a program for vertical machining centers.
- Horizontal Boring Mill
Horizontal boring mill is just another CNC machine. It closely resembles a CNC horizontal machining center, but it does have its own differences. Generally, a horizontal boring mill is deft nod by the lack of some common lea-turns, such as the Automatic Tool Changer. As the name of the machine suggests, its primary purpose is boring operations, mainly lengthy bores. For that reason, the reach of the spindle is extended by a specially designed quill. Another typical feature is an axis parallel to the Z axis, called the W axis. Although this is, in effect, the fifth axis designation (X. Y, Z, B, W). a horizontal boring mill cannot be called a true five axis machine. The Z axis (quill) and the W axis (table) work in the opposite directions towards each other, so they can be used for large parts and hard-to-reach areas. It also means, that during drilling, the machine table moves against an extended quill. The quill is a physical part of the spindle. It is in the spindle where the cutting tool rotates - but the in-and-out motions are done by the table. Think of the alternate method offered on horizontal boring mills - if the quill were to be very long, it would lose its strength and rigidity. The better way was to split the traditional single Z axis movement into two - the quill extension along the Z axis will move only part of the way towards the table and the table itself, the new W axis, will move another part of the way towards the spindle. They both meet in the area of the part that could be machined using all the machine tool resources.
Horizontal boring mill may be called a 3-112 axis CNC machine, but certainly not a 5-axis CNC machine, even if the count of the axes is five. Programming procedures for CNC boring mills are very similar to the horizontal and vertical CNC machining centers.
VIDEO
Category:



