
SYNTAX
G72 W.. R..
G72 P.. Q.. U.. W.. F..
Where
W DEPTH OF CUT IN Z AXIS
R RETRACTION
P START N BLOCK NUMBER
Q END N BLOCK NUMBER
W FINISHING ALLOWANCE IN Z AXIS
U FINISHING ALLOWANCE IN X AXIS
F FEEDRATE
NOTE:G72 PROGRAM GENERATE MAXIMUM TO MINIMUM DIAMETER DIRECTION BUT MACHINE READ THE PROGRAM IN OPPOSITE DIRECTION.
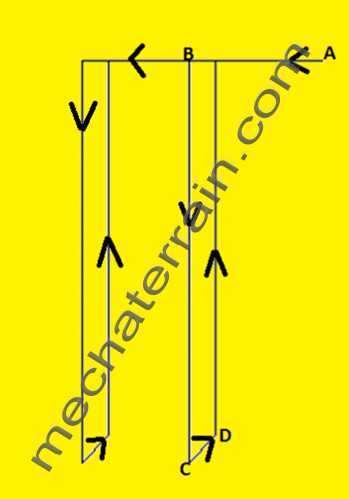
Tool Path
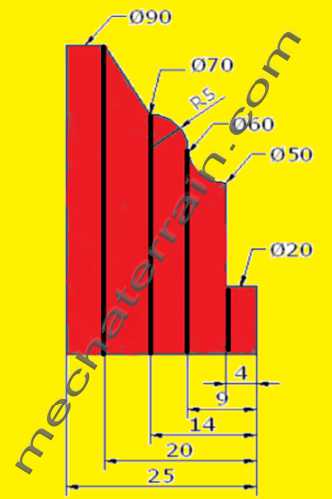
Profile
Billet size⇒diameter 90,length 25
Tool used⇒Left hand tool(T1)
NC code
N10 G21 G97 G98
N20 G28 U0 W0
N30 M06 T1
N40 M03 S3000
N50 G00 X92 Z2
N60 G72 W1 R0.2
N70 G72 P80 Q130 U0.2 W0.2 F60
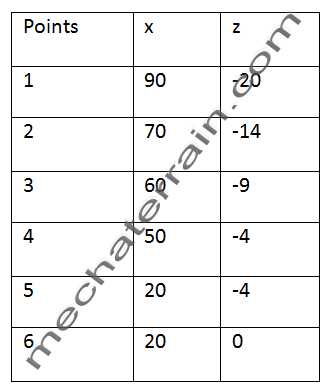
N80 G00 X90 Z-20
N90 G01 X70 Z-14
N100 G02 X60 Z-9 R5
N110 G03 X50 Z-4 R5
N120 G01 X20
N130 G01 Z2
N140 G70 P80 Q130
N150 G28 U0 W0
N160 M05
N170 M30
Category:



