
SYNTAX
G90 X....Z....R...F
Where
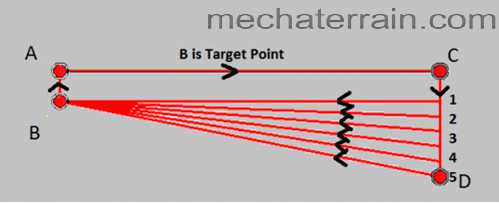
(X,Y) is target point
F is feed rate
R is tool digging value

Tool Path
Profile
Billet size⇒diameter 42,length 100
Tool used⇒Left hand tool(T1)
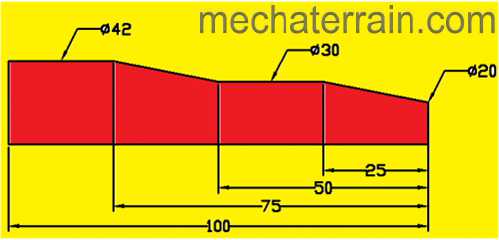
R1=42-30 = 6 and R2=30-20 = 5
2 2
NC code
G27 G97 G98
G28 U0 W0
M06 T1
M03 S3000
G00 X42 Z2 //simple turning
G90 X40 Z-50 F60
X38
X36
X34
X32
X30
G00 X44 Z-50 //taper turning with R=6
G90 X42 Z-70 R-1 F60
R-2
R-3
R-4
R-5
R-6
G00 X22 Z0 //taper turning with R=5
G90 X30 Z-25 R-1 F60
R-2
R-3
R-4
R-5
G28 U0 W0
M05
M30
Category:



